同一配方、同一设备,为什么批与批之间成分偏差、粘度不一、纯度忽高忽低?这是无数化工、制药企业车间主任夜不能寐的难题。华东工控深耕工业自动化21年,以反应釜自动化控制系统为核心,打造了一套从根源消除波动到全链路锁死一致的参数一致性方案——让每一批次产品,都像是同一台机器、同一个人、同一刻生产出来的。

一、批次波动的三大"元凶",你中了几个?
1、温度失控。放热反应"飞温",温度波动动辄±5℃甚至更大,人工看表调阀滞后严重,永远在"追"温度,却永远追不上。
2、投料不准。固体结块沉底,液体分批加入比例失调,靠秤称量、靠手感控制流速,误差根本无法避免。
3、搅拌死区。底部物料沉积、局部过热焦化,固定转速搅拌无法适配不同阶段的粘度变化。
二、温度控制:从±5℃到±0.5℃,串级加前馈双保险
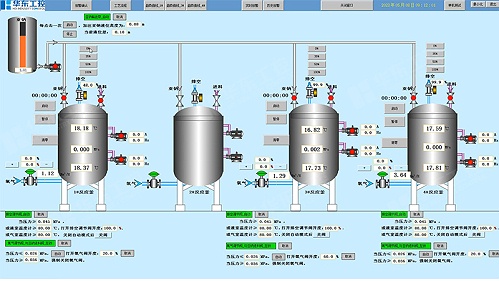
反应釜自动化控制系统采用夹套温度与釜内温度的串级PID控制策略。釜内温度为主回路,夹套温度为副回路,当釜内温度出现偏离趋势时,系统提前调节夹套温度,响应时间大幅缩短,从根本上消除人工操作的"滞后过调"。针对强放热反应,系统引入前馈控制——根据加料速率或引发剂加入量,提前预判热量释放,主动调整冷却介质流量,将"飞温"扼杀在萌芽中。
更进一步,系统搭载模型预测控制(MPC)算法,实时识别反应阶段,自动在升温、恒温、降温之间切换控制参数。实际应用数据表明,温度波动从人工操作的±5℃压缩至±0.5℃以内,超调量控制在2%以内。传感器选用PT100铂热电阻,精度达±0.1℃,配合动态PID算法,确保每一秒的温度都在设定值的"牢笼"里。
三、投料控制:克克计较,滴滴精准
批次不一致,一半的锅在投料。华东工控方案从源头封堵。液体物料采用质量流量计或计量泵精确控制进料量,进料时间偏差不超过5%;固体物料通过失重称或螺旋给料机自动配料,配合"先加底料、后加辅料,先加液体、后加固体"的科学进料流程,杜绝结块沉底。更关键的是进料顺序——系统内置配方管理,一键调用后自动执行投料时序,完全排除人为随意性。
系统还配备在线粘度计、密度计、pH电极等监测设备,实时采集物料物理特性。一旦参数偏离设定范围,系统自动报警并调整搅拌转速、温度等参数,实现真正的闭环控制。
四、搅拌控制:变频调速,全程适配
搅拌系统是决定混合均匀度的关键。华东工控方案根据物料粘度特性智能匹配搅拌策略。低粘度溶液采用涡轮式搅拌桨配合高速径向湍流,快速分散;中高粘度膏体则采用螺带式加分散盘的组合方案,螺带负责整体循环,分散盘高速打散团聚填料,混合均匀度提升40%以上。
转速采用变频调速系统进行三段式动态调整:进料初期20至30转低速搅拌避免物料飞溅,反应中期50至80转中高速增强湍流促进分子碰撞,反应后期15至20转低速减少气泡保证均匀性。搅拌轴安装精度偏差不超过0.1毫米每米,从机械层面消除晃动导致的混合死角。

五、多变量解耦:不再"顾此失彼"
传统人工操作只盯温度,忽略了压力、pH、加料速率之间的耦合关系。华东工控系统采用多变量解耦控制,让每一个参数的调整都不是孤立的,而是全局联动的。例如在加酸调节pH的同时,系统预判中和反应放热量,同步微调冷却水阀门,防止温度突然飙升。在抽真空蒸馏时,系统根据真空度变化自动调节加热功率,避免暴沸或冲料。
六、电子批记录加SPC:让质量可追溯、可预判
系统以每秒一次的频率采集数据,完整记录从投料到出料的每一分钟关键参数、操作事件、报警信息,数据真实完整不可篡改,符合规范。同时,系统对连续多个批次进行过程能力指数Cpk计算,自动识别工艺参数的漂移趋势,在出现不合格品之前发出预警。配方管理功能支持实验结果的录入、修改、查询、导出,新员工也能通过SOP固化流程快速上手。
七、安全不是附加项,而是底层逻辑
反应釜涉及高温、高压、易燃易爆介质,华东工控系统按照SIL安全完整性等级标准设计,构建五级防护体系。温度超高高限时,系统毫秒级响应——切断加热源、全开冷却水、声光报警同步触发;压力超限时自动开启泄压阀;搅拌电流异常低时立即切断加热防止局部过热;冷却水断流时自动停止加料;紧急停车按钮按下后执行预设安全逻辑全流程自动处置。
对于硝化、氯化等高危工艺,系统集成反应量热与热失控识别功能,实时计算放热速率与移热速率的平衡,一旦识别到热量积聚趋势,主动降低加料速率或加大冷却,将反应拉回安全区。
总之,反应釜批次质量波动,从来不是一个"技术问题",而是一个"管理问题"——当你把质量交给人的经验,你就把不确定性交给了命运。华东工控反应釜自动化控制系统,用传感器替代眼睛,用算法替代经验,用数据替代感觉。温度锁死在±0.5℃,投料精确到克,搅拌适配到每一秒,每一批次都是"标准答案"。