在精细化工、医药合成、食品加工等众多工业领域,反应釜是核心生产设备,其运行的稳定性、参数控制的精准度,直接决定了最终产品的品质与生产效率。传统人工值守的反应釜操作模式,不仅存在人为误差大、安全风险高的痛点,还难以实现复杂工艺的精准复刻,早已无法适配现代工业的高效生产需求。作为工业自动化领域的深耕者,华东工控推出的反应釜自动化控制系统,以全流程自动执行为核心,为各类生产场景打造了安全、精准、高效的智能控制方案。

一、一键启动,全流程自动执行无需人工干预
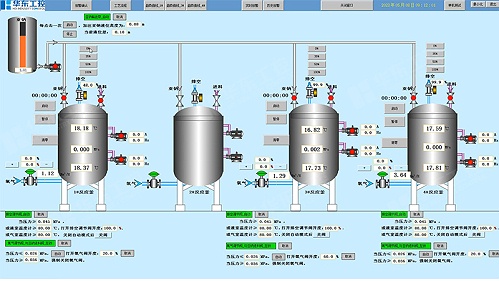
反应釜自动化控制系统的核心优势,在于打破了传统生产中依赖人工分步操作的模式,将整个生产周期的所有环节纳入统一的自动执行逻辑中。操作人员仅需在系统界面导入预设的工艺配方,确认生产批次参数后点击启动,整套系统便会按照预先编写的合规流程,自主完成从投料、温控调节、搅拌调速到反应终点判定、出料清洗的全链路操作,全程无需人工频繁介入。
在投料环节,系统可对接固体称重模块与液体流量计,按照配方设定的物料配比,自动控制不同进料阀门的开关时长与输送速度,精准完成多种物料的顺序投放,配比误差可控制在0.5%以内,彻底避免人工投料出现的错投、漏投、配比偏差问题。针对部分需要惰性气体保护的反应场景,系统会在投料前自动触发置换流程,实时监测釜内氧含量,达标后才会进入下一环节,从源头规避安全隐患。
二、动态参数自适应,温控与搅拌环节精准自动调节
反应过程中的温度、搅拌转速是影响反应效果的关键参数,华东工控的这套系统依托高精度传感器与智能PID调节算法,实现了参数的动态自动适配。系统会实时采集釜内温度数据,根据工艺曲线自动切换加热、保温、冷却模式:当需要升温时,自动调节导热油阀门开度,精准控制升温速率,避免温度骤升导致的副反应增多;当进入保温阶段,系统会根据实时温度反馈微调换热介质流量,将釜内温度波动稳定在±0.5℃范围内;遇到需要快速降温的工艺节点,系统会自动联动冷水机组,按照预设的降温曲线逐步调整,不会出现温度骤变影响反应进程的情况。
与此同时,搅拌环节也实现了全自动化控制。系统会根据不同反应阶段的物料粘度变化,自动调节搅拌电机的转速,在物料混合初期采用低速搅拌避免物料飞溅,在反应充分阶段提升转速保障物料接触均匀,针对有特殊工艺要求的场景,还可自动执行正反转交替搅拌的逻辑,无需人工现场调整参数。整套温控与搅拌的自动执行过程,完全贴合工艺要求,即使是经验不足的操作人员,也能复刻出资深技术人员才能实现的稳定反应效果。

三、自动判定终点与闭环清洗,全周期流程可追溯
当反应进行到预设时长后,华东工控反应釜自动化控制系统不会机械地直接进入下一环节,而是会联动浓度、PH值等在线检测传感器,自动判定反应是否真正达到终点。如果检测数据未达标,系统会自动延长反应时长,微调温度与搅拌参数继续推进反应,直到各项指标符合工艺要求后,才会自动开启出料泵,将物料输送至下一工序。
出料完成后,系统会自动触发CIP原位清洗流程,按照预设的清洗步骤,自动注入清洗液、控制清洗温度与喷淋时长,完成多遍清洗后自动检测釜内洁净度,达标后自动排空残留液体,为下一批次生产做好准备。整套生产流程的所有运行数据,包括各节点的温度曲线、搅拌转速、物料投放量、反应时长等,都会自动存储在系统数据库中,生成可追溯的生产报表,既方便企业进行工艺优化,也能满足医药、食品等行业的合规性审计要求。
作为专注工业自动化控制多年的品牌,华东工控的反应釜自动化控制系统已在河南郑州及周边多地的化工、医药企业落地应用,帮助用户大幅降低了人工操作强度,将生产批次的合格率提升至99%以上,同时有效规避了人工误操作带来的安全风险。未来,华东工控也将持续优化全流程自动执行逻辑,为更多行业的反应釜生产场景,提供更适配、更智能的自动化控制解决方案。